Cost Reduction in mold cleaning
1. 人件費の削減によるコストダウン
1. Labour Cost Reduction
|
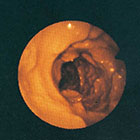
従来の金型内部冷却配管のメンテナンス
By traditional maintenance
|
 |
 |
|
金型を分解したのち、配管内の錆・スケールを金属ブラシ等で除去していた。この作業には、多数の人員および膨大な時間が必要とされていた。
- After disassembling the mold, rust and scale in the piping was removed with a metal brush etc.
- This work requires a large number of personnel and a huge amount of time was required.
|
|
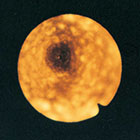
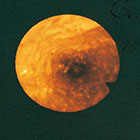
クリーンメーカーによる
金型内部冷却配管のメンテナンス
By Clean Maker
|
|

|
- 配管内部を通過する洗浄液の圧力・流量をコントロールしながら洗浄
- メンテナンスにかかる人件費の大幅な削減及び品質の向上につながる。
- ’ Clean maker’ controls the pressure and flow rate of the cleaning solution,and clean the piping.
- Significant reduction in maintenance costs,and lead to the improvement of quality.
|
|
2. 成形サイクルタイムの復元によるコストダウン
Cycle Time Reduction
650T射出成形用金型の場合
Mold for injection molding machine
 |
洗浄前
Before cleaning
流量
Flow rate |
:9.8L/min |
成形サイクル
Molding cycle |
:56sec/shot |
|
|
成形品 コンテナ 1個取り チャージ90円/ショット
洗浄前生産額 56sec/ショット =(64S/Hrx24Hrx360dayx¥90=¥49,766,400.-
Charge \90/shot
56sec/shot=(60x60)÷56=64S/Hr
=(64S/Hrx24Hrx360day)x\90=\49,766,400.-
|
|
 |
洗浄後
After cleaning
流量
Flow rate |
:18L/min |
成形サイクル
Molding cycle |
:46sec/shot |
|
|
洗浄後生産額 46sec/shot
=(78S/Hrx24Hrx360dayx¥90=¥60,652,800.-
46sec/shot=(60x60)÷46=78S/Hr
=(78S/Hrx24Hrx360day)x\90=\60,652,800.-
|
|
年間差額(生産量増加)=¥10,866,400
Production volume increase by 20%
500Tアルミダイキャスト金型の場合
Mold for Aluminum die casting mold
油圧機器用オイルクーラーの場合
In case of oil cooler for hydraulic equipment
 |
洗浄前
Before cleaning
流量
Flow rate |
:15L/min |
作動油温
Hydraulic oil temperature |
:60℃ |
|
|
 |
洗浄後
After cleaning
流量
Flow rate |
:15L/min |
作動油温
Hydraulic oil temperature |
:40℃ |
|
|
油温を適正化することで油圧機器の長寿命化が期待できます。
By optimizing the oil temperature,it can be expected to extend the life of hydraulic equipment
これらの事例以外にも数多くの実績を有しています。お気軽にご相談ください。
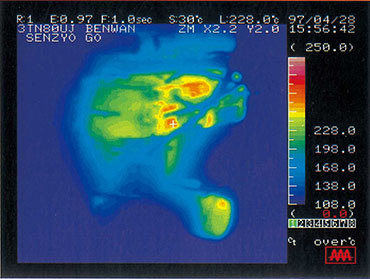
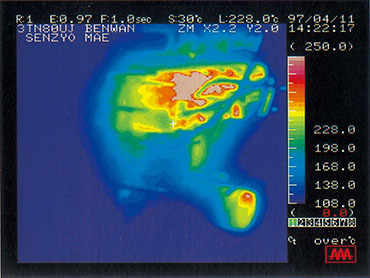 洗浄前の金型表面温度
洗浄前の金型表面温度
 洗浄後の金型表面温度
洗浄後の金型表面温度